
- Spraying Introduction
Spraying is defined as a coating method in which the paint is atomized under pressure or centrifugal force in a certain amount and then sprayed by a spray gun or disc atomizer to diffuse onto the surface of a coated article. It could be further divided into some basic spraying ways, such as air spraying, airless spraying, and electrostatic spraying, and some derivative methods, like high volume low-pressure atomization spraying, thermal spraying, automatic spraying, as well as multi-group spraying.

- Characteristics
Coating spraying has high production efficiency and is ideal for both manual and industrial automated production. In addition, it is also widely used in hardware, plastics, furniture, military industries, and shipbuilding with wide applications. Today, it is the most used coating method. Spraying operations must have a dust-free workshop: cleanliness ranges from 100,000 to 100. The spraying equipment includes spray guns, paint rooms, paint supply rooms, curing ovens/drying ovens, workpiece conveying equipment, de-fogging and wastewater, and waste gas treatment equipment.
The main problems in spraying are highly dispersed paint mist and volatile solvents: waste gas treatment, de-fogging, and wastewater causing pollution to the environment and harm to human health. The reasons for adopting high-volume low-pressure atomization spraying are the low atomization air pressure and the low air jet speed. The paint rebound from the surface of the coated object is improved, and the paint transfer efficiency is increased from the usual 30%-40% to 65%-85%. Resin finishing equipment for light leather mainly uses spray guns or spray machines that apply the finish to the leather surface.
- Main Problems in Spraying
- Phenomenon: Gritting

Causes: The working area is not clean; dust is mixed into the paint. Paint is left too long after mixing, resulting in the creation of co-polymer particles together with the curing agent. Too small a paint flow from the spray gun, too high a pressure of the air, causes poor atomization, or the spray gun is too close to the surface.
Solution: Clean the room for spraying by dusting and covering the paint bucket; mixed paint is not allowed to be stored for a long time; maintain the spray gun in its best-working position and the distance between the nozzle and the surface from 20 to 50 cm.
- Phenomenon: Sag

Cause: Too much thinner, too much flow of the paint, with the spray gun too close to the surface or moving too slowly, making the adhesion slip away; too much or too heavy paint sprayed in one go, or one wait too short between sprays; streamlined surfaces are especially trouble-free.
Solution: Mixing according to requirements, controlling the flow of paint, the distance of spraying, and increasing the speed of moving the spraying gun; do not spray too thick—it would be better to spray once more, with proper intervals, and control the flow of paint, reduce the thickness of the film; mix per the consumption instructions.
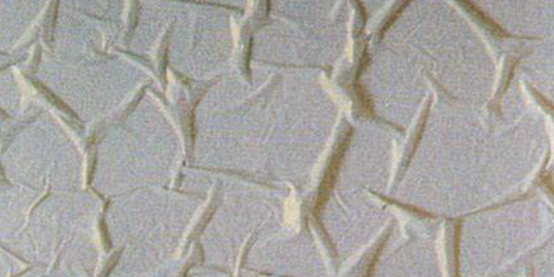
- Phenomenon: Orange peel.

Cause: Excessive curing agent causes the paint film to dry too fast and react drastically; spraying air pressure is high so the wrinkling paint film has no leveling; temperatures at the work site are too high and the reaction inside a paint film is too drastic.
Solution: Mix following the usage instructions; adjust the air pressure, do not allow it to become too high; pay attention to the site temperature, slow down the drying speed by adding additive slow-drying thinner.
- Phenomenon: Whitening

Cause: The working site of a high temperature and humidity has a violent action on the paint film; the paint possibly combines with moisture in the air; excessive curing agent, the whole spraying amount is too much, or the film is too thick at one time.
Solution: Pay attention to the site humidity. Anti-whitening water needs to add up. As far as possible, avoid whitening; mix according to the ratio. Don't spray too thick at one time.
- Phenomenon: Bubbling

Cause: The mixed compressed air contains water in the paint film, and the high temperature at the working site causes the paint to dry too quickly. In addition, the surface moisture content is high, as well as the air humidity and too thick paint was sprayed at once.
Solution: Use an oil-water separator, pay attention to drainage; add slow-drying rosin to other thinners; clean the surface, add anti-whitening water to the paint; and do not spray too thick at one time.
- Phenomenon: Shrinking
Solution: Spray each coat within the recommended thickness.
- Phenomenon: Wrinkling
Causes: drying time is too short, and the paint film is too thick; improper choice of curing agent in the primer or putty; poor curing of the primer putty; a great deal of topcoat paint is applied at one time, the solvent in the lower layer fails to evaporate in time- leading to external dryness and internal non-dryness.
Solution: Sufficient time should be allowed for drying between coats; a second coat or 'Wet on Wet' should not be sprayed unless the previous coat is fully dry.
- Type of Spraying:
Principle Airless spraying, abbreviated as airless spraying, is a relatively advanced spraying technology at present. What is pressurized is the paint, or the paint (fluid, such as paint), to high pressure, after which it is sprayed into a space through a small-diameter nozzle. Through the creation of a vacuum, the paint volume will increase at a fast rate, thus forming a very fine mist that is ejected to the workpiece at high speed and laid on the workpiece surface to dry into a film.
- Air spraying
Principle: Atomization is currently one of the commonly used coating processes in the construction of paint. The siphon atomizes the compressed air when it is passing through the nozzle hole of a spray gun, producing a vacuum that sucks the paint from the siphon. It is then spit out through the nozzle, thus forming a paint mist. This paint mist is then sprayed onto the surface of the coated parts to form a uniform paint film.
- Electrostatic Spraying
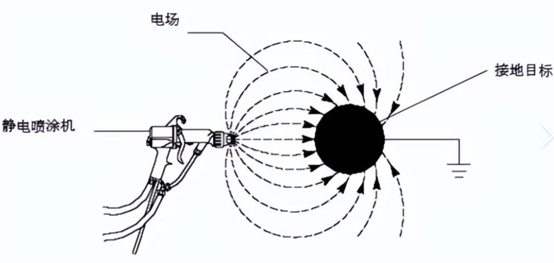
The working principle of electrostatic spraying is based on the fact that, under a high-voltage electrostatic field, the negatively charged paint particles are adsorbed on the workpiece surface as they move in the opposite direction toward the electric field. The electrostatic spraying equipment refers to the spray gun, spray cup, and high-voltage power supply for electrostatic spraying.
During the process of electrostatic spraying, the spray gun, the disk of the spray, or the cup is led to contact with the minus electrode; the workpiece is connected with the positive electrode and grounded. As a result of the high voltage of the high-voltage power supply, an electrostatic field is formed between the tip of the spray gun (or the spray disk, the spray cup) and the workpiece. The force, proportional to the voltage of the electrostatic field, and the charge on the paint particles are directly proportional while having an inverse proportionality to the squared distance between the spray gun and the workpiece. In cases of high enough voltage, an ionization zone is formed in the area near the spray gun tip. At this high degree of ionization and heating, the air takes place within the ionization zone to form a dark red-colored halo around the pointed edge or electrode needle of the spray gun tip; this can be easily seen in the dark, hence indicates the strength of the corona discharge.
Most film-forming substances of composite substances in high-molecular organic compounds, such as resins and pigments of paints, are conductive dielectric substances. Organic solvents, co-solvents, curing agents, electrostatic thinners, and many kinds of additives are also contained in solvent-based paints besides the film-forming substances. With the exception of benzene, xylene, and solvent gasoline, most of the solvent-based substances are polar and have low resistivity, so great conductivity. Improving the paint's charging performance is thereupon obvious.
After the paint has been atomized and sprayed through the nozzle, the spray disk, or the spray cup, the atomized particles of the droplets become charged while passing through an electrode needle or the edge of the spray disk, or spray cup. Upon passing through an ionization zone created by corona discharge, the surface charge density is further increased. These negatively charged paint particles move towards the conductive workpiece surface under the action of the electrostatic field and deposit on the workpiece surface to form a uniform paint film.
Features of Electrostatic Spraying
Can usually achieve thick coatings through a single application; for instance, 100-300μm usually requires 4-6 coats in ordinary solvent-based paints, while through powder coating, then 1 application can tack on this thickness. It exhibits excellent corrosion resistance.
The powder coating is free from any solvents; hence, it does not generate the three waste pollutants, which improves labor hygiene conditions.
New processes, such as the powder electrostatic spraying method, have high efficiency and are suitable for automatic assembly line coating. High utilization of the powder can be recycled.
In addition to thermosetting epoxy, polyester, and acrylic, there are many thermoplastic resins to be used as powder coatings, for instance, polyethylene, polypropylene, polystyrene, fluorinated polyether, nylon, polycarbonate, and various fluorine-containing resins.
Initially, powder coatings were introduced for coating with the view to protect and for electrical insulation. Now, with the advancement of technology, it has wide usage in the automotive industry, electrical insulation, corrosion-resistant chemical pumps, valves, cylinders, pipelines, outdoor steel structures, steel furniture, castings, and other surface coatings.
Surface Pretreatment: The quality of the pretreatment thus directly reflects in the quality of the powder coating. Poor pretreatment can cause peeling, blistering, and many more defects in the coating. Therefore, pretreatment work has to be given emphasis.
For sheet metal stamping parts, various chemical pretreatment can be adopted, including degreasing, rust removal, cleaning, phosphating or passivation, drying, etc. For aluminum parts, various methods of chemical pretreatment can be performed, like degreasing, cleaning, chromating, and drying.
In addition to the method of chemical pretreatment, such treatment may also be achieved with mechanical treatment by sandblasting or shot blasting for castings or profiles in order to remove impurities like surface oxide skin, residual foundry sand, rust, etc. After mechanical cleaning, the surface is to be cleaned and dried with compressed air.
The production process usually includes pretreatment through degreasing, rust removal, pickling, phosphating, passivation, and such chemical methods.
Electrostatic Spraying Devices: The electrostatic powder spraying device comprises the following components in general: spraying guns, powder supply barrels, spraying rooms, recycling systems, air compressors, and high-voltage electrostatic generators. The friction between air and powder during the passage of the powder through the spraying gun charges the powder particles in a system called friction electrostatic spraying.
The workpiece grounding wire should be connected to the grounding point to ensure reliable grounding before the start of any spraying. In operation, the powder supply barrel should be charged with powder, the power source of the electrostatic generator connected, the spray gun switch turned on, and then the spray gun should be aimed at the surface of the grounded workpiece for spraying. During spraying, there should be a uniform moving speed of the gun and an appropriate distance from the workpiece to avoid a miss-spray. After spraying, the power supply shall be cut, and then the grounding wire of the workpiece should be removed and sent to a curing oven for curing. The electrostatic voltage during the spraying process shall be controlled between 60-90kV.
The powder spraying room shall be well-ventilated. Air filtration equipment should be installed to prevent the contamination of powder.
Curing: The powder particles will melt, levigate, cure, and form an even, smooth, hard coat film when the temperature of the powder-coated workpiece reaches a certain degree and is kept for some period of time.
Powder curing can be carried out either in a drying oven or an electric curing oven. The general curing temperature is set at 180-200°C and held for about 20 minutes. The curing temperature and time ought to be strictly controlled according to the technical requirement of the powder product; otherwise, it will affect the quality of the coating film.
Infrared heating devices can be used for the cure of large workpieces in order to improve thermal efficiency and reduce the curing time.
In fact, in production, there exist four heating methods: electricity, steam, gas, and oil. Any one of them can be selected to cure. Each has its own advantages or disadvantages must be selected in light of actual situations.
Post-Treatment: The workpiece's coating film is examined after it has been cured. Minor defects are corrected manually; defective parts may be removed using a file and smoothed with sandpaper, followed by re-spraying. If it does qualify, it will be packaged. The packaging will be in such a way that no damage due to the coating film occurs.